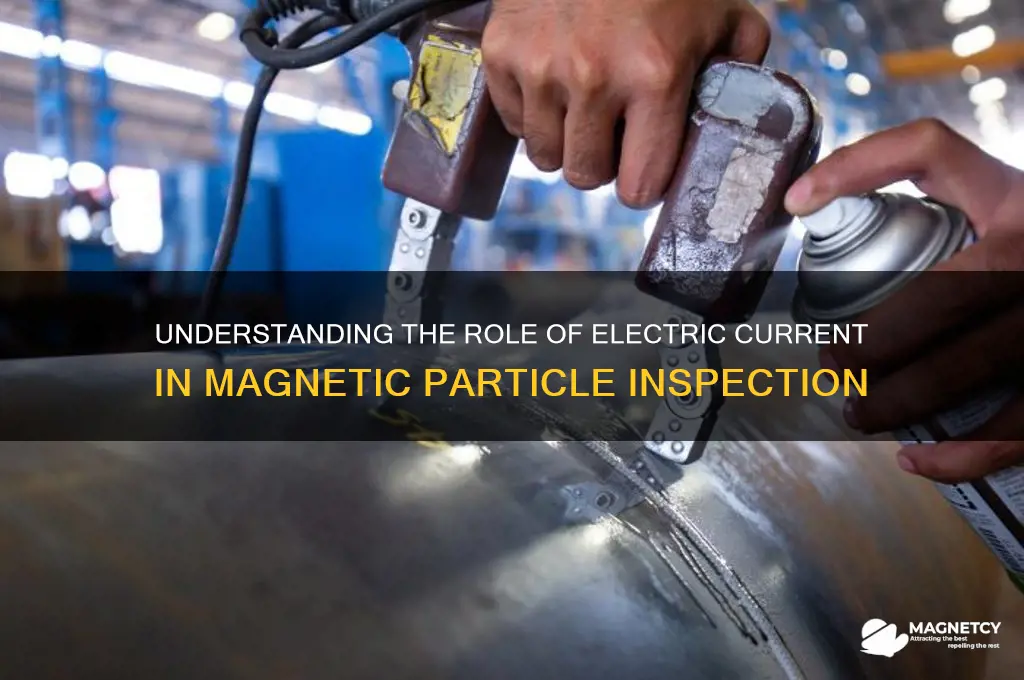
Magnetic particle inspection (MPI) is a widely used non-destructive testing (NDT) method that relies on the principles of magnetism to detect surface and near-surface flaws in ferromagnetic materials. A critical factor in the effectiveness of MPI is the application of an appropriate electric current, which generates a magnetic field necessary to magnetize the test material. The current used in MPI can be either alternating current (AC) or direct current (DC), each offering distinct advantages depending on the inspection requirements. AC is commonly employed for detecting surface cracks, as it creates a magnetic field that reverses direction rapidly, enhancing flaw detection. In contrast, DC is often used for locating subsurface defects, as it produces a steady magnetic field that penetrates deeper into the material. The selection of current type, along with its amplitude and frequency, is crucial to ensuring accurate and reliable flaw detection in magnetic particle inspection.
Explore related products






What You'll Learn
- Alternating Current (AC): AC is commonly used for magnetic particle inspection due to its efficiency in magnetization
- Direct Current (DC): DC provides a steady magnetic field, ideal for detecting surface and near-surface flaws
- Current Amplitude: Higher current increases magnetic field strength, enhancing flaw detection sensitivity in materials
- Current Frequency: AC frequency affects magnetic field penetration, crucial for inspecting different material thicknesses
- Current Direction: Proper current direction ensures optimal magnetization for effective flaw detection in components
![]()
Alternating Current (AC): AC is commonly used for magnetic particle inspection due to its efficiency in magnetization
Magnetic particle inspection (MPI) relies heavily on the type of electrical current used to induce a magnetic field, and Alternating Current (AC) stands out as the preferred choice for several compelling reasons. Unlike Direct Current (DC), which flows unidirectionally, AC periodically changes direction, typically at a frequency of 50 or 60 Hz. This oscillation creates a dynamic magnetic field that efficiently penetrates the material being inspected, making it ideal for detecting surface and near-surface flaws in ferromagnetic components. The effectiveness of AC in MPI is rooted in its ability to induce rapid magnetic reversals, which enhance the visibility of defects by attracting magnetic particles to discontinuities in the material.
To implement AC in MPI, technicians typically use portable or stationary magnetizing equipment capable of delivering controlled amperage. For instance, a common practice is to apply 500 to 2000 amperes of AC, depending on the size and thickness of the component. Thicker materials require higher currents to ensure adequate magnetic field penetration. It’s crucial to follow manufacturer guidelines for current settings, as excessive amperage can lead to overheating or damage, while insufficient current may fail to reveal defects. Practical tip: Always start with the lowest effective current and gradually increase it until the desired magnetic field strength is achieved.
One of the key advantages of AC in MPI is its ability to detect both longitudinal and transverse flaws simultaneously. DC, in contrast, is more effective for detecting only specific orientations of defects. AC’s multidirectional magnetic field ensures comprehensive coverage, making it particularly useful in industries like aerospace, automotive, and manufacturing, where component integrity is critical. For example, in inspecting welds on a steel pipeline, AC can reveal cracks or porosity that might otherwise go unnoticed, preventing potential failures under stress.
However, using AC in MPI is not without its cautions. The dynamic nature of AC can sometimes lead to magnetic saturation, especially in highly permeable materials like low-carbon steel. This saturation reduces the sensitivity of the inspection by masking smaller defects. To mitigate this, technicians often employ techniques such as using lower frequencies or combining AC with other methods like residual magnetism. Additionally, AC’s effectiveness diminishes in materials with high electrical conductivity, as eddy currents can interfere with the magnetic field. In such cases, adjusting the frequency or using specialized equipment may be necessary.
In conclusion, AC’s efficiency in magnetization makes it the go-to choice for magnetic particle inspection, particularly in applications requiring thorough defect detection. Its ability to create a dynamic, multidirectional magnetic field ensures comprehensive coverage of flaws, while its practicality in various industries underscores its value. By adhering to proper current settings and being mindful of material properties, technicians can maximize the effectiveness of AC in MPI, ensuring the reliability and safety of critical components.
Master Magnetic Gel Cat Eye Nails with Born Pretty's Easy Guide
You may want to see also
Explore related products





![]()
Direct Current (DC): DC provides a steady magnetic field, ideal for detecting surface and near-surface flaws
Direct Current (DC) is the preferred choice for magnetic particle inspection when the goal is to identify surface and near-surface flaws in ferromagnetic materials. Unlike alternating current (AC), which produces a fluctuating magnetic field, DC generates a steady, constant field. This stability is crucial for detecting discontinuities that lie close to the surface, as it allows magnetic particles to align uniformly and highlight defects with greater clarity. For instance, in the inspection of welds or castings, DC ensures that the magnetic flux density remains consistent, minimizing the risk of missing shallow cracks or porosity.
When applying DC in magnetic particle testing, the process begins with the selection of an appropriate amperage. The current level depends on the material’s thickness, its magnetic permeability, and the desired depth of inspection. As a rule of thumb, a current density of 300 to 800 amperes per square inch is commonly used for surface inspections. However, for thicker materials or deeper flaw detection, higher currents may be necessary. It’s essential to avoid excessive current, as it can lead to magnetic saturation, which obscures defect indications. Always refer to industry standards, such as ASTM E709, for specific guidelines on current settings.
One of the key advantages of DC is its ability to produce a unidirectional magnetic field, which simplifies the interpretation of results. When the magnetic particles are applied, they form distinct patterns over flaws, making it easier for inspectors to pinpoint their location and severity. This clarity is particularly valuable in critical applications, such as aerospace or automotive components, where even minor surface defects can compromise structural integrity. For optimal results, ensure the part is clean and free of contaminants, as debris can interfere with particle mobility and mask defect indications.
Despite its effectiveness, DC is not without limitations. It is less suitable for detecting subsurface flaws deeper than approximately 0.25 inches (6 mm), as the magnetic field strength diminishes rapidly with depth. In such cases, alternative methods like AC or residual magnetism may be more appropriate. Additionally, DC requires a continuous power supply, which can be a logistical challenge in field inspections. Inspectors should also be cautious of overheating, especially when using high currents for extended periods, as it can damage both the equipment and the test piece.
In practice, DC magnetic particle inspection is a straightforward yet powerful technique for surface flaw detection. By maintaining a steady magnetic field, it ensures reliable and repeatable results. To maximize effectiveness, follow these steps: clean the surface thoroughly, apply the magnetic particles uniformly, and observe the indications under proper lighting. With its precision and ease of use, DC remains an indispensable tool in non-destructive testing, particularly for industries where surface integrity is non-negotiable.
High-Temp Neodymium Magnets: Performance and Limitations Explained
You may want to see also
Explore related products






![]()
Current Amplitude: Higher current increases magnetic field strength, enhancing flaw detection sensitivity in materials
The magnetic particle inspection method relies heavily on the principle that higher current amplitude directly correlates with increased magnetic field strength. This relationship is pivotal in enhancing the sensitivity of flaw detection in materials, particularly in ferromagnetic substances like iron and steel. When an electric current passes through a conductor, it generates a magnetic field around it. The strength of this field is proportional to the current’s amplitude, as described by Ampere’s Law. In practical terms, increasing the current from, say, 500 amperes to 1500 amperes can significantly amplify the magnetic field, making it more effective at revealing surface and near-surface defects such as cracks, voids, or inclusions.
To optimize flaw detection, technicians must carefully select the current amplitude based on the material’s properties and the inspection’s objectives. For instance, thicker materials or those with higher magnetic permeability may require higher currents to achieve adequate field penetration. A common rule of thumb is to use a current density of 200 to 400 amperes per square inch of cross-sectional area for effective inspection. However, exceeding the material’s saturation point can lead to diminished returns, as the magnetic field strength plateaus despite further current increases. Thus, balancing current amplitude with material characteristics is critical for maximizing sensitivity without unnecessary energy consumption.
One practical example of current amplitude’s impact is in the inspection of welds. Welded joints often contain residual stresses and microscopic cracks that are difficult to detect. By applying a higher current, typically in the range of 1000 to 2000 amperes, inspectors can generate a stronger magnetic field that more effectively magnetizes the weld area. This heightened magnetization causes magnetic particles to accumulate at flaw sites, making them visible under proper lighting. Without sufficient current, these defects might remain undetected, compromising the structural integrity of the component.
While increasing current amplitude enhances sensitivity, it is not without limitations. Higher currents generate more heat, which can damage sensitive equipment or alter the material’s properties. Additionally, excessive current can lead to electrical hazards, particularly in high-voltage applications. Technicians must adhere to safety protocols, such as using insulated cables and ensuring proper grounding, to mitigate these risks. Regular calibration of equipment and monitoring of current levels are also essential to maintain accuracy and safety during inspections.
In conclusion, current amplitude plays a decisive role in magnetic particle inspection by directly influencing magnetic field strength and flaw detection sensitivity. By understanding the relationship between current and field strength, technicians can tailor their approach to specific materials and inspection needs. While higher currents offer improved detection capabilities, they must be applied judiciously to avoid safety risks and equipment damage. Mastering this balance ensures reliable and efficient flaw detection, ultimately contributing to the safety and longevity of inspected components.
Understanding Amp Usage in 1000 Watt Magnetic Ballasts: A Guide
You may want to see also
Explore related products





![]()
Current Frequency: AC frequency affects magnetic field penetration, crucial for inspecting different material thicknesses
The frequency of the alternating current (AC) used in magnetic particle inspection is a critical parameter that directly influences the depth of magnetic field penetration into the material being tested. This relationship is governed by the skin effect, a phenomenon where high-frequency currents tend to flow through the outer layer of a conductor, reducing the effective penetration depth. For instance, at 60 Hz, the commonly used frequency in many industrial applications, the magnetic field can penetrate several millimeters into ferromagnetic materials like steel. However, increasing the frequency to 1 kHz or higher significantly reduces penetration, making it suitable only for inspecting thin sections or surface defects.
To optimize inspection results, technicians must match the AC frequency to the material thickness and defect location. For thicker components, lower frequencies (e.g., 20–100 Hz) are preferred to ensure adequate magnetic field penetration. Conversely, higher frequencies (e.g., 500 Hz–2 kHz) are ideal for detecting near-surface flaws in thinner materials. For example, in aerospace applications, where components often have varying thicknesses, inspectors might use a frequency range of 50–500 Hz to balance penetration and defect detection across different areas. This tailored approach ensures that both deep and shallow defects are identified effectively.
Practical considerations also come into play when selecting the AC frequency. Higher frequencies require more sophisticated equipment and can lead to increased power consumption and heat generation, which may affect the inspection process. Additionally, the material’s conductivity and permeability influence how the magnetic field interacts with it, further complicating frequency selection. Inspectors should consult standards like ASTM E709 or industry guidelines to determine the appropriate frequency range for specific materials and applications. For instance, cast iron may require different frequencies compared to wrought steel due to differences in microstructure and magnetic properties.
A comparative analysis of AC frequency effects reveals that while lower frequencies offer deeper penetration, they may lack sensitivity to small, near-surface defects. Higher frequencies, on the other hand, excel at detecting surface flaws but fall short in thicker materials. This trade-off highlights the importance of understanding the inspection goals and material characteristics. In some cases, using a combination of frequencies or employing advanced techniques like swept-frequency testing can provide a more comprehensive assessment. For example, a dual-frequency approach—starting with a low frequency for deep penetration and following with a high frequency for surface inspection—can maximize defect detection in complex components.
In conclusion, mastering the use of AC frequency in magnetic particle inspection requires a blend of technical knowledge and practical experience. By carefully selecting the frequency based on material thickness, defect location, and inspection objectives, technicians can ensure accurate and reliable results. Regular calibration of equipment and adherence to industry standards are essential to maintain the integrity of the inspection process. As materials and technologies evolve, staying informed about advancements in frequency optimization will remain a key aspect of effective non-destructive testing.
Effective Methods to Heat a Magnet Safely and Efficiently
You may want to see also
Explore related products






![]()
Current Direction: Proper current direction ensures optimal magnetization for effective flaw detection in components
The direction of electric current in magnetic particle inspection is not arbitrary—it directly influences the magnetic field's orientation and strength, which are critical for detecting flaws. When current flows through a component, it generates a magnetic field that aligns with the current's path. If the current direction is misaligned with the suspected flaw orientation, the magnetic field may not effectively interact with the defect, leading to potential missed detections. For instance, a longitudinal crack in a shaft requires a circumferential magnetic field, achievable only with a specific current direction. Understanding this relationship is fundamental to ensuring the inspection's reliability.
To achieve optimal magnetization, follow these steps: first, identify the component's geometry and the likely flaw orientations. For circular components like shafts or rods, a longitudinal current (flowing along the length) creates a circumferential magnetic field, ideal for detecting radial cracks. Conversely, for flat components like plates or welds, a transverse current (flowing across the width) generates a longitudinal magnetic field, suitable for detecting cracks parallel to the surface. Use a direct current (DC) for most applications, as it provides a steady magnetic field. However, alternating current (AC) can be more effective for detecting surface flaws due to its skin effect, which concentrates the current—and thus the magnetic field—near the surface.
A critical caution: improper current direction can lead to false negatives or misinterpretations. For example, if a longitudinal crack in a shaft is inspected with a longitudinal current, the magnetic field lines will run parallel to the crack, failing to induce a detectable flux leakage. Always verify the current direction using a compass or gauss meter to ensure alignment with the inspection goals. Additionally, avoid excessive current, as it can saturate the material, reducing sensitivity to flaws. For ferromagnetic materials like steel, a current density of 200–300 A/mm² is typically sufficient, but adjust based on the component's size and material properties.
Comparing current directions highlights their impact on flaw detection. In a case study involving a welded pipe, a transverse current detected a longitudinal crack near the weld toe, while a longitudinal current missed it entirely. This example underscores the importance of matching current direction to flaw orientation. Advanced techniques, such as multi-directional magnetization (applying current in multiple axes), can enhance detection by ensuring at least one magnetic field direction intersects the flaw. However, this approach requires careful planning and additional equipment, making it more suitable for critical applications.
In practice, proper current direction is a cornerstone of effective magnetic particle inspection. For instance, when inspecting a crankshaft for fatigue cracks, apply a longitudinal current to create a circumferential magnetic field, ensuring the field intersects the crack. Pair this with a fluorescent magnetic particle solution under UV light for maximum visibility. Always document the current direction and amplitude in inspection reports for traceability and future reference. By mastering current direction, inspectors can significantly improve flaw detection rates, ensuring component integrity and safety in critical applications.
Mastering the Bear Bell: Magnetic Silencer Usage Guide for Hikers
You may want to see also
Frequently asked questions
Alternating current (AC) is most commonly used in magnetic particle testing due to its ability to detect both surface and near-surface flaws effectively.
Yes, direct current (DC) can be used, but it is less common. DC is primarily used for detecting subsurface flaws in specific applications where AC is not suitable.
AC is preferred because it creates a changing magnetic field, which induces stronger magnetic particle indications and is more effective at detecting surface and near-surface defects.
The current amplitude determines the strength of the magnetic field. Higher current increases the magnetic field strength, improving detection sensitivity but may also lead to overheating or other issues if not controlled properly.











