Magnetic-particle inspection (MPI) is a widely used non-destructive testing (NDT) method for detecting surface and near-surface flaws in ferromagnetic materials, making it particularly valuable for engine component inspections. In the context of engine parts, such as crankshafts, camshafts, gears, and connecting rods, the most common type of MPI employed is the wet continuous method. This technique involves magnetizing the component, either through direct or indirect magnetization, and then applying a suspension of fluorescent or colored magnetic particles. The particles are drawn to areas of magnetic flux leakage caused by defects like cracks or inclusions, creating visible indications that highlight the flaws. The wet continuous method is preferred for engine components due to its high sensitivity, ability to detect fine cracks, and compatibility with complex geometries, ensuring the reliability and safety of critical engine parts.
Explore related products






What You'll Learn
![]()
Dry Magnetic-Particle Inspection (DMI)
The process begins with magnetizing the component using either a direct or indirect method. Direct magnetization involves passing an electric current through the part, while indirect magnetization uses an external magnetic field. Once magnetized, the dry particles are applied via dusting, spraying, or electrostatic methods. These particles are often coated with fluorescent or colored pigments to enhance visibility under ultraviolet (UV) light or white light, respectively. The accumulation of particles at discontinuities, such as cracks or laps, indicates the presence of defects.
One of the key advantages of DMI is its portability and ease of use in field applications. For instance, during engine overhaul inspections, technicians can carry portable DMI equipment to the site, reducing downtime and logistical challenges. However, the method requires careful control of particle application and environmental conditions. Excessive particle buildup or high humidity can obscure defect indications, while inadequate particle mobility may result in missed flaws. Optimal results are achieved when particles are applied in a controlled, uniform manner, and the inspection area is free from dust or debris.
Comparatively, DMI offers faster inspection times than wet methods, as the dry particles do not require drying or rinsing. This makes it ideal for high-volume production environments, such as automotive engine manufacturing lines. However, DMI is less sensitive to fine cracks or subsurface defects than wet methods, which can suspend particles closer to the flaw site. Therefore, the choice between dry and wet methods depends on the specific requirements of the engine component being inspected, balancing speed, sensitivity, and practicality.
In conclusion, Dry Magnetic-Particle Inspection is a versatile and efficient technique for detecting surface flaws in engine components. Its portability, speed, and adaptability to complex geometries make it a preferred choice in many industries. However, successful implementation requires adherence to best practices, including proper magnetization, controlled particle application, and environmental management. By understanding its strengths and limitations, inspectors can leverage DMI to ensure the reliability and safety of critical engine components.
Creative Fridge Art: Craft Magnets for Unique Decor Ideas
You may want to see also
Explore related products






![]()
Wet Magnetic-Particle Inspection (WMI)
The process begins with thorough surface preparation, ensuring the component is clean and free of contaminants that might interfere with particle mobility. A magnetic field is then applied using either a permanent magnet or an electromagnetic yoke, depending on the component’s geometry and material. The magnetic particle suspension, typically a water-based solution with fluorescent or colored particles, is sprayed or poured onto the surface. Under proper lighting—UV for fluorescent particles or white light for colored particles—the clustered particles highlight flaws, enabling inspectors to assess their severity and location. This method is especially useful for ferromagnetic materials like steel and iron, commonly found in engine parts such as crankshafts, camshafts, and connecting rods.
One of the key advantages of WMI is its ability to detect flaws as small as 0.001 inches in depth, making it ideal for high-stress engine components. However, the technique requires careful control of variables such as particle concentration (typically 1–2 grams per liter), magnetic field strength (1,000–3,000 amperes for electromagnets), and lighting intensity (minimum 1,000 lux for visible particles). Improper application, such as inadequate surface cleaning or insufficient particle suspension, can lead to false readings or missed defects. Therefore, adherence to standards like ASTM E1444 is essential for accurate results.
Comparatively, WMI offers superior sensitivity and ease of interpretation over dry magnetic-particle inspection, particularly for complex geometries. While dry methods use powdered particles that may not adhere uniformly, WMI’s liquid suspension ensures complete coverage, even in recessed areas. This makes it the preferred choice for critical engine components where undetected flaws could lead to catastrophic failure. However, WMI is more time-consuming and requires additional cleanup, as the liquid suspension can leave residue on the component.
In practice, WMI is often used during routine maintenance and post-repair inspections of engine components. For instance, after welding or machining, WMI can verify the integrity of the repaired area, ensuring no cracks or porosity remain. Technicians should follow a systematic approach: clean the surface, apply the magnetic field, introduce the particle suspension, and inspect under appropriate lighting. Post-inspection, the component must be thoroughly cleaned to remove any residual particles, especially in applications where contamination could affect performance. With its high sensitivity and reliability, WMI remains an indispensable tool in maintaining the structural integrity of engine components.
Mastering Liner Magnetization: Techniques and Practical Applications Guide
You may want to see also
Explore related products




![[Dual-Lens] Borescope,Endoscope Camera with Light,1920P Inspection Camera with 8+1 Adjustable LED Lights, 16.5ft Semi-Rigid Cable Snake Endoscope for iPhone, iPad, Samsung](https://m.media-amazon.com/images/I/81uVuJSGstL._AC_UL320_.jpg)

![]()
Fluorescent Magnetic-Particle Inspection (FMI)
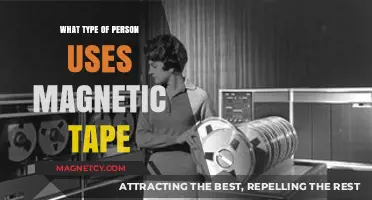
The effectiveness of FMI lies in its ability to detect flaws as small as 0.001 inches (0.025 mm) in depth, making it ideal for high-stress engine components where even minor defects can lead to catastrophic failure. For instance, in aerospace engines, FMI is routinely used to inspect turbine disks and blades, where fatigue cracks or material inclusions could compromise structural integrity. The process is non-destructive, allowing components to be tested without damage, and it can be performed on both ferromagnetic and non-ferromagnetic materials when combined with magnetic flux techniques like the prods method. However, the success of FMI depends on proper surface preparation; contaminants like oil, grease, or dirt must be removed to ensure particles adhere only to flaw sites.
Implementing FMI requires adherence to specific standards, such as ASTM E1444, which outlines procedures for applying magnetic particles and interpreting results. Inspectors must also ensure the UV light source provides adequate intensity, typically 800–3000 μW/cm² at the inspection surface, to excite the fluorescent particles effectively. The particles themselves are suspended in a liquid carrier, often water or oil-based, and applied via spraying, dipping, or brushing. After inspection, the component should be thoroughly cleaned to remove residual particles, as they can interfere with subsequent processes like painting or assembly.
One of the key advantages of FMI is its ability to inspect complex geometries, such as the intricate cooling passages in engine blocks or the curved surfaces of connecting rods. Its high contrast and sensitivity make it superior to visible magnetic-particle inspection, particularly in low-light environments or when inspecting dark-colored materials. However, inspectors must be trained to distinguish between relevant indications and false positives, such as particle clustering or background fluorescence. Regular calibration of UV light sources and particle concentration checks are essential to maintain accuracy.
In practice, FMI is often integrated into manufacturing and maintenance workflows for engine components, ensuring defects are caught early in the production process or during routine overhauls. For example, in automotive manufacturing, FMI is used to inspect crankshafts for grinding cracks before assembly, preventing costly recalls or warranty claims. Similarly, in aviation, FMI is a cornerstone of non-destructive testing (NDT) programs, ensuring engines meet stringent safety standards. By combining precision, reliability, and versatility, FMI remains a critical tool for maintaining the integrity of engine components in demanding applications.
Magnetic Detection: Can Magnets Sense Human Presence?
You may want to see also
Explore related products






![]()
Residual Magnetism Method
The Residual Magnetism Method (RMM) is a non-destructive testing technique that leverages the magnetic properties of materials to detect surface and near-surface flaws in engine components. Unlike other magnetic particle inspection methods that require an external magnetic field during inspection, RMM relies on the inherent residual magnetism present in ferromagnetic materials after exposure to a magnetic field. This method is particularly useful for inspecting components that have already been magnetized during manufacturing or service, such as crankshafts, camshafts, and gears.
Application and Process
To perform RMM, the inspector first confirms the presence of residual magnetism in the component using a magnetometer or gaussmeter. A minimum magnetic field strength of 500 A/m (amperes per meter) is typically required for effective flaw detection. Once verified, magnetic particles—either dry or suspended in a liquid—are applied to the surface. These particles are attracted to magnetic flux leakage caused by defects, forming visible patterns that indicate the location and severity of flaws. The process is straightforward, requiring minimal equipment and setup, making it ideal for field inspections or high-volume production environments.
Advantages and Limitations
RMM offers several advantages, including reduced inspection time and cost, as it eliminates the need for external magnetization equipment. It is also highly sensitive to surface cracks and defects, making it a reliable choice for critical engine components. However, its effectiveness depends on the component retaining sufficient residual magnetism, which can decay over time due to factors like temperature exposure or mechanical stress. Additionally, RMM is not suitable for non-ferromagnetic materials or components with insufficient magnetic permeability.
Practical Considerations
When using RMM, inspectors must ensure the component’s residual magnetism is uniform and adequate for detection. If the magnetic field is too weak, re-magnetization may be necessary using a portable yoke or coil. The magnetic particles used should be appropriate for the inspection medium (dry or wet) and the defect size expected. For example, finer particles are better for detecting small cracks, while coarser particles are more visible for larger defects. Post-inspection, demagnetization may be required to prevent interference with subsequent operations or component performance.
Industry Relevance
In the aerospace and automotive industries, RMM is widely used for inspecting engine components like connecting rods, pistons, and turbine blades. Its ability to detect fatigue cracks and stress corrosion makes it invaluable for ensuring safety and reliability. For instance, in aerospace applications, RMM is often employed as part of routine maintenance checks to identify early signs of wear or damage. By focusing on the unique characteristics of residual magnetism, this method complements other inspection techniques, providing a comprehensive approach to flaw detection in critical engine parts.
Magnetic Hack: Effortlessly Remove Clothing Tags with Magnets
You may want to see also
Explore related products






![]()
Continuous or Residual Magnetic Field Technique
The Continuous or Residual Magnetic Field Technique is a critical method in magnetic-particle inspection, particularly for engine components where durability and reliability are non-negotiable. Unlike methods that rely on temporary magnetic fields, this technique leaves a lasting magnetic charge on the component, allowing for extended inspection periods and the detection of flaws that may develop over time. This approach is especially valuable in high-stress environments where fatigue cracks or other defects might emerge gradually. For instance, in aerospace engines, where components are subjected to extreme temperatures and pressures, the residual field ensures that inspections remain effective long after the initial test.
To implement this technique, the component is first magnetized using a direct or indirect method, typically with a current of 500 to 2000 amperes, depending on the material and size. The key is to ensure the magnetic field penetrates the entire thickness of the part. Once magnetized, the component retains a residual field, often measured using a gauss meter to confirm it meets the required strength, usually around 1000 gauss for ferromagnetic materials. Magnetic particles—either dry or wet—are then applied to the surface. These particles align with the magnetic flux leakage at defect sites, creating visible indications that highlight cracks, inclusions, or other imperfections.
One of the standout advantages of this technique is its ability to detect both surface and near-surface flaws. For engine components like crankshafts, camshafts, or turbine blades, where internal stresses can lead to subsurface cracking, this is invaluable. However, there are cautions to consider. Over-magnetization can lead to false indications, while under-magnetization may miss critical defects. Additionally, the component’s material properties, such as its coercivity and permeability, must be carefully evaluated to ensure the residual field is stable and effective. Proper demagnetization after inspection is also essential to prevent interference with subsequent operations or measurements.
In practice, this technique is often paired with regular maintenance schedules to monitor the health of engine components over their lifecycle. For example, in automotive engines, the residual field can be checked during routine service intervals, allowing mechanics to identify developing issues before they escalate. The use of fluorescent particles under UV light can enhance detection sensitivity, particularly in complex geometries where visibility is limited. While the initial setup for this technique requires specialized equipment and trained personnel, its long-term benefits in terms of safety and cost savings make it a preferred choice for critical applications.
In conclusion, the Continuous or Residual Magnetic Field Technique is a powerful tool for ensuring the integrity of engine components. Its ability to provide lasting magnetic fields for extended inspections, coupled with its sensitivity to both surface and subsurface flaws, makes it indispensable in industries where failure is not an option. By adhering to best practices in magnetization, particle application, and demagnetization, inspectors can maximize the effectiveness of this method, contributing to safer and more reliable machinery.
Harnessing Magnetic Power: Simple Steps to Generate Electricity with Magnets
You may want to see also
Frequently asked questions
The most common type is wet fluorescent magnetic-particle inspection, which uses a fluorescent particle suspension and UV light to detect surface and near-surface defects.
Magnetic-particle inspection is preferred because it is highly effective at detecting surface and near-surface cracks, flaws, and discontinuities in ferromagnetic materials commonly used in engine components.
No, magnetic-particle inspection is only applicable to ferromagnetic materials like iron, steel, and nickel. Non-magnetic components require alternative methods like dye penetrant inspection.
The key steps include magnetizing the component, applying magnetic particles (wet or dry), inspecting under proper lighting (UV for fluorescent particles), and demagnetizing the component after inspection.
Yes, limitations include the inability to detect flaws in non-ferromagnetic materials, difficulty inspecting complex geometries, and the requirement for surface preparation to ensure accurate results.